 (19) 99715-6644(19) 99775-7048
(19) 99715-6644(19) 99775-7048 adailton@faend.com.br
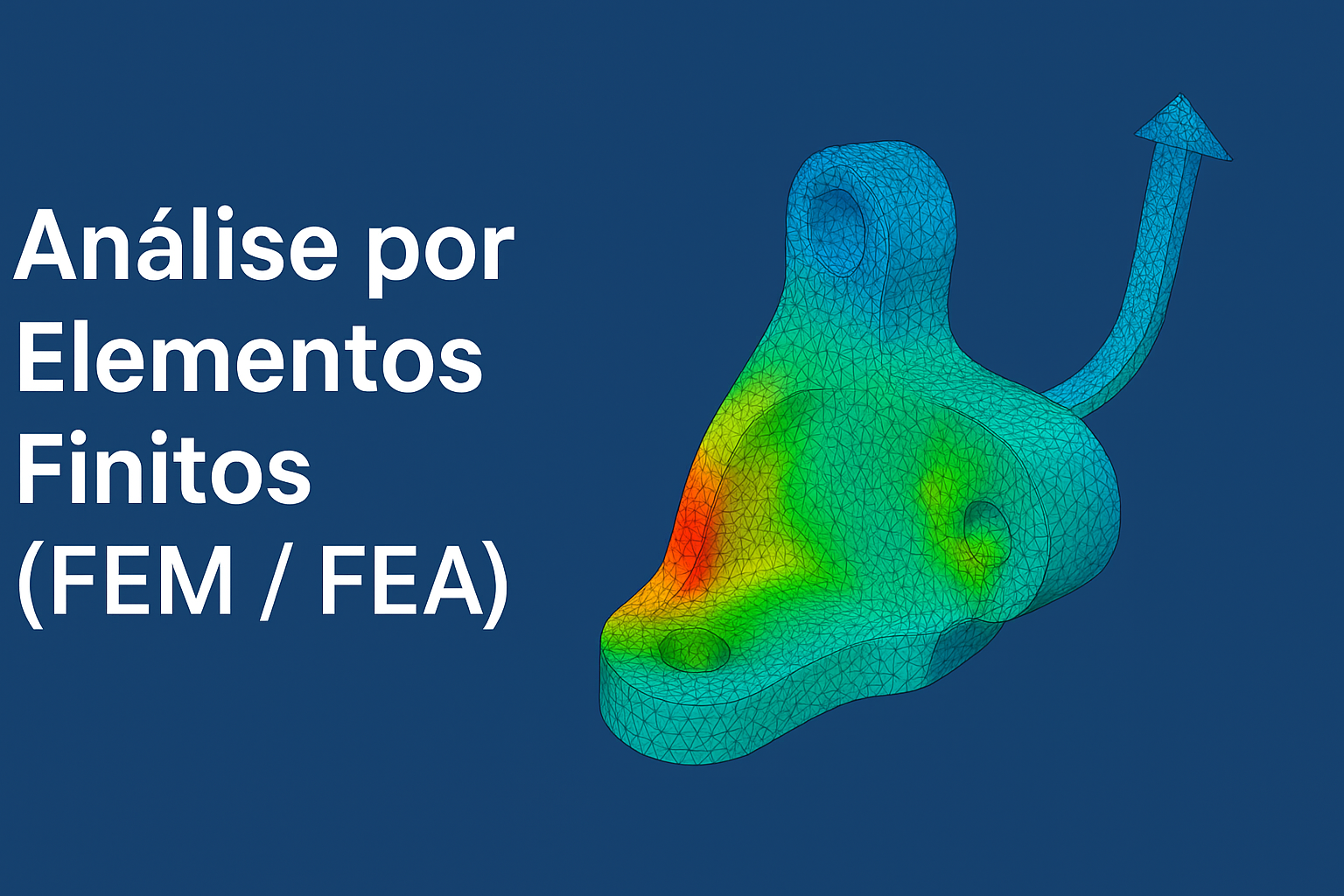
adailton@faend.com.brA Faend Inspeções realiza Análises por Elementos Finitos (FEM – Finite Element Method / FEA – Finite Element Analysis), uma metodologia de simulação numérica avançada utilizada para avaliar o comportamento estrutural e mecânico de componentes, equipamentos e materiais submetidos a diferentes condições de operação.
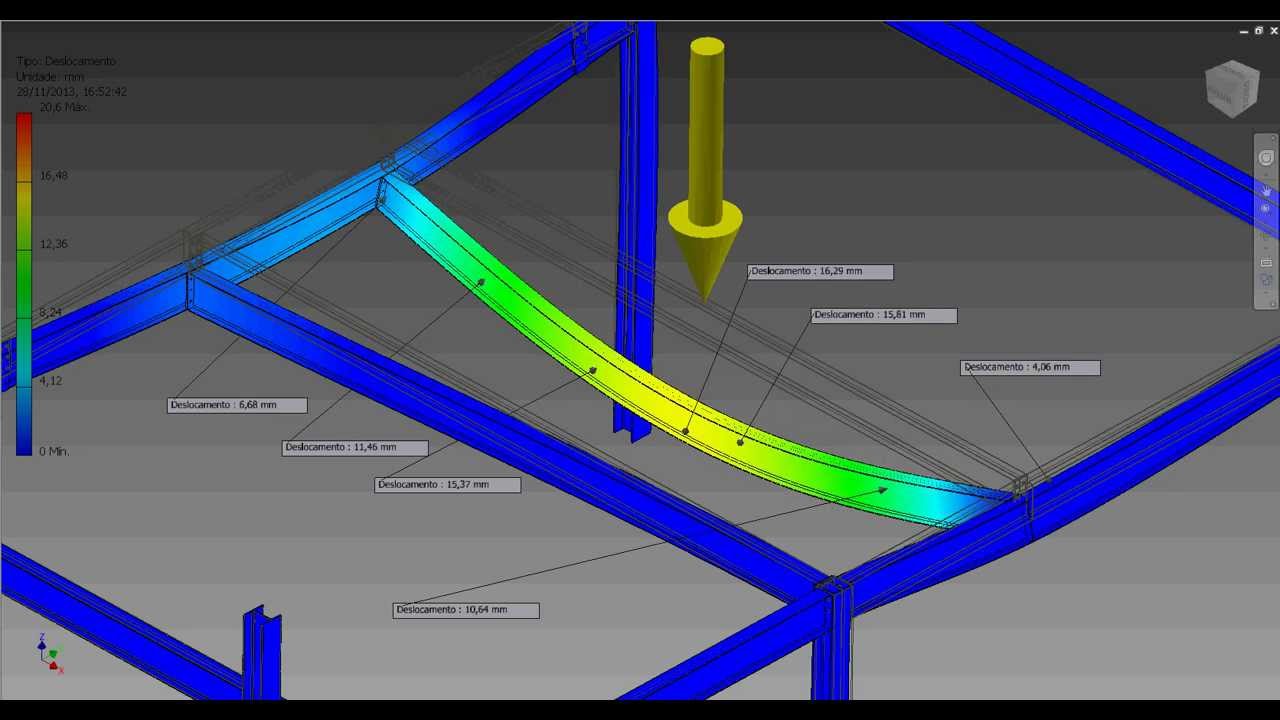
Por meio da FEM, é possível prever tensões, deformações, deslocamentos, concentrações de esforços e falhas potenciais, permitindo que nossos clientes tomem decisões precisas e seguras durante o desenvolvimento, inspeção e manutenção de seus ativos industriais.
Essa análise é fundamental para garantir integridade estrutural, segurança operacional e otimização de projetos, reduzindo custos e riscos de falhas em campo.
A Faend aplica a Análise de Elementos Finitos em diversos segmentos industriais, incluindo:
Equipamentos pressurizados e estruturas metálicas;
Componentes soldados e tubulações;
Avaliação de integridade e vida útil de sistemas mecânicos;
Simulações térmicas, estáticas e dinâmicas.
Com equipe técnica qualificada e softwares de engenharia reconhecidos internacionalmente, a Faend Inspeções oferece resultados confiáveis e alinhados às normas e padrões de engenharia, assegurando qualidade e eficiência em cada projeto.
A Faend Inspeções atua em conformidade com a NR-12 (Norma Regulamentadora nº 12), que estabelece as diretrizes de segurança no trabalho em máquinas e equipamentos, garantindo a integridade física dos trabalhadores e a conformidade legal das empresas junto aos órgãos fiscalizadores.
A NR-12 define requisitos técnicos e medidas preventivas para projeto, fabricação, instalação, operação e manutenção de máquinas, com o objetivo de eliminar ou reduzir riscos mecânicos, elétricos e de movimentação.
Com equipe técnica especializada e capacitada, a Faend Inspeções realiza:
Inspeções técnicas e avaliações de conformidade com base na NR-12;
Análises de risco e emissão de laudos técnicos;
Adequações em máquinas e equipamentos, com foco em segurança operacional;
Verificação de dispositivos de proteção, sistemas de parada de emergência e bloqueio de energia;
Treinamentos voltados à operação segura e manutenção preventiva.
Nossos serviços visam assegurar que todos os equipamentos estejam dentro dos padrões exigidos pela legislação brasileira, promovendo segurança, confiabilidade e eficiência operacional.
A Faend Inspeções contribui para que sua empresa mantenha um ambiente de trabalho mais seguro, produtivo e em conformidade com as normas vigentes, evitando acidentes, autuações e paradas não programadas.
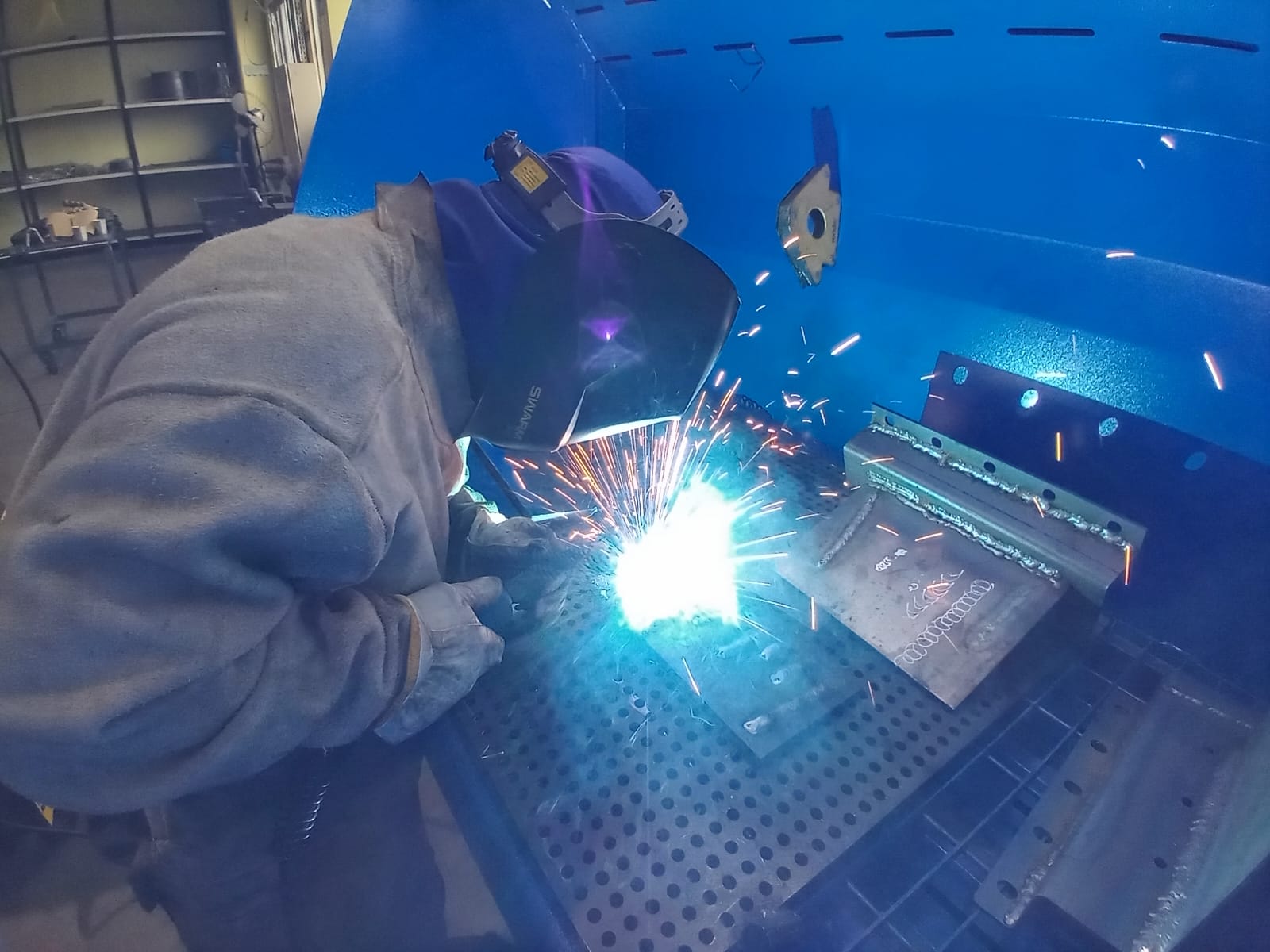
Domine a técnica, aplique o conhecimento e torne-se um soldador profissional certificado

Você está buscando uma profissão valorizada, com bons salários e grande chance de colocação no mercado?
A área de soldagem está em crescimento e faltam profissionais qualificados!
Você participará de um treinamento interno completo, teórico e prático, conduzido por profissionais nível N2 em solda, seguindo o padrão Petrobras.
Durante o treinamento, serão abordados os seguintes conteúdos:
Processos de soldagem (SMAW, GTAW, GMAW entre outros)
Práticas de soldagem em diversas posições (inclusive 6G)
Identificação e correção de defeitos
Procedimentos de segurança e controle de qualidade
Introdução a ensaios destrutivos (EDT) e não destrutivos (END/ENT)
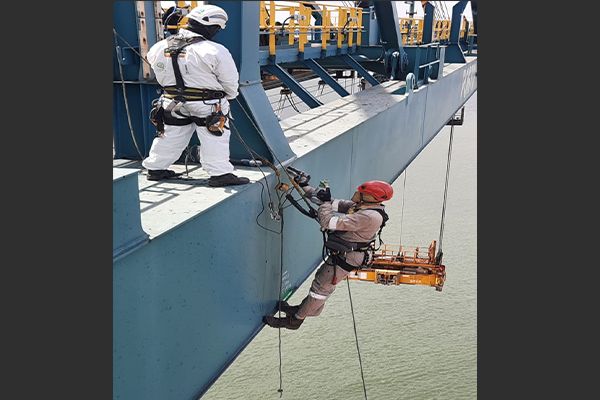
A Norma Regulamentadora nº 29 (NR 29) estabelece diretrizes fundamentais para garantir a segurança e saúde dos trabalhadores portuários, abrangendo todas as atividades realizadas em portos organizados, terminais privativos e embarcações atracadas.
Criada pelo Ministério do Trabalho, a NR 29 tem como objetivo promover um ambiente de trabalho seguro, prevenindo acidentes e doenças ocupacionais, por meio de normas específicas voltadas às peculiaridades do setor portuário.
Equipamentos de Proteção: Uso obrigatório de EPIs e EPCs adequados às atividades;
Treinamento e Capacitação: Qualificação dos trabalhadores para atuação segura nas operações portuárias;
Controle de Riscos: Medidas de prevenção contra riscos físicos, químicos e biológicos;
Sinalização e Organização: Regras para circulação de pessoas, cargas e veículos nas áreas portuárias;
Espaços Confinados e Altura: Protocolos rigorosos para garantir a segurança em operações de risco elevado;
Brigadas de Emergência: Estrutura para atuação em casos de incêndio, vazamentos e outros incidentes.
O ultrassom Phased Array é uma das tecnologias mais avançadas e eficientes dentro dos ensaios não destrutivos (END), oferecendo altíssima precisão na detecção, dimensionamento e mapeamento de descontinuidades internas em diversos materiais e estruturas.
Utilizado amplamente nas indústrias automotiva, naval, petroquímica, aeronáutica, siderúrgica e em energia, o Phased Array eleva o nível de confiabilidade e produtividade nas inspeções ultrassônicas.
Diferente do ultrassom convencional, o sistema Phased Array utiliza um conjunto de múltiplos cristais piezoelétricos (geralmente entre 16 e 128 elementos), que são controlados eletronicamente para emitir feixes de ultrassom em diferentes ângulos, profundidades e focos, sem necessidade de mover fisicamente o transdutor.
Esse controle permite a geração de imagens em tempo real (como um "ultrassom médico industrial") com maior resolução e abrangência, facilitando a análise de falhas complexas e reduzindo a margem de erro.
Inspeção de soldas em tubulações e vasos de pressão
Detecção de trincas, inclusões, falta de fusão e corrosão interna
Avaliação de materiais espessos ou com geometria complexa
Substituição de radiografia industrial (sem riscos radiológicos)
Inspeções críticas em setores que exigem alto nível de segurança
Imagem visual da falha: facilita interpretação e rastreabilidade
Inspeção mais rápida e detalhada
Redução de tempo de parada e aumento da produtividade
Alta sensibilidade e precisão dimensional das descontinuidades
Maior segurança operacional, sem uso de radiação ionizante
Empresas que adotam o Phased Array Ultrasonic Testing (PAUT) ganham em confiabilidade técnica, redução de custos com retrabalho, e conformidade com normas internacionais como ASME, API e AWS.
É a solução ideal para quem busca qualidade, rastreabilidade e performance superior em inspeções industriais.
Trata-se de um método que utiliza ondas sonoras de alta frequência, geralmente entre 1 MHz e 10 MHz, que são transmitidas para o material a ser inspecionado por meio de um transdutor piezoelétrico. Essas ondas percorrem o material e, ao encontrar descontinuidades, geram ecos que são analisados para identificar falhas internas ou variações na espessura.
Inspeção de soldas em dutos, caldeiras e vasos de pressão
Verificação de integridade estrutural em peças fundidas e forjadas
Medição de espessura de paredes em tubulações e tanques
Controle de qualidade em processos de fabricação
Monitoramento de corrosão e desgaste em ativos industriais
Alta confiabilidade e sensibilidade para detectar falhas pequenas
Não destrutivo: não danifica o componente inspecionado
Portátil e versátil: equipamentos leves, fáceis de operar em campo
Resultados imediatos: permite análise rápida e tomada de decisão ágil
Apesar da existência de tecnologias mais avançadas, como o ultrassom phased array e o TOFD, o ultrassom convencional ainda é amplamente utilizado devido ao seu excelente custo-benefício, simplicidade operacional e eficácia comprovada em uma ampla gama de aplicações industriais.
Se você busca um método confiável, acessível e tecnicamente sólido para controle de qualidade e segurança de ativos industriais, o ultrassom industrial convencional é uma solução eficaz e amplamente validada pelo mercado.
PARA SABER MAIS SOBRE INSPEÇÃO POR ULTRASSOM (19) 99715-6644Domine a técnica, aplique o conhecimento e torne-se um soldador profissional certificado

Você está buscando uma profissão valorizada, com bons salários e grande chance de colocação no mercado?
A área de soldagem está em crescimento e faltam profissionais qualificados!
Você participará de um treinamento interno completo, teórico e prático, conduzido por profissionais nível N2 em solda, seguindo o padrão Petrobras.
Durante o treinamento, serão abordados os seguintes conteúdos:
Processos de soldagem (SMAW, GTAW, GMAW entre outros)
Práticas de soldagem em diversas posições (inclusive 6G)
Identificação e correção de defeitos
Procedimentos de segurança e controle de qualidade
Introdução a ensaios destrutivos (EDT) e não destrutivos (END/ENT)
A videoscopia industrial é uma prática que contribui diretamente para manutenção preditiva e preventiva de máquinas e equipamentos. Sendo uma técnica de ensaio não-destrutivo, a boroscopia possibilita rápidos e precisos diagnósticos, não comprometendo em nenhum momento a produção normal de uma indústria, ou acarretando maiores transtornos com relação à montagem, desmontagem e mobilização de componentes de fábrica para inspeção.
Áreas de atuação:
Videoscopia e boroscopia em - Óleo e Gás;
videoscopia e boroscopia emPapel e Celulose;
videoscopia e boroscopia em- Sucroenergética
videoscopia e boroscopia em- Metal Mecânica;
videoscopia e boroscopia em- Indústria Alimentícia;
videoscopia e boroscopia em- Siderurgia;
videoscopia e boroscopia em - Mineração;
videoscopia e boroscopia em- Indústria Automotiva;
videoscopia e biroscopia em- Indústria Aeronáutica;
videoscopia e boroscopia em- Indústria Naval;
- Construção e Montagem Industrial;
- Termoindustrial;
- Ferroviária.
Aplicações dentro dos segmentos de atuação:
videoscopia e boroscopia e endoscopia em- Tubulações
videoscopia e boroscopia e endoscopia em- Engrenagens,
videoscopia e boroscopia e endoscopia em- Rolamentos
videoscopia e boroscopia e endoscopia em- Vasos de Pressão
videoscopia e boroscopia e endoscopia em- Caldeiras
videoscopia e boroscopia e endoscopia em- Trocadores de Calor
videoscopia e boroscopia e endoscopia em- Motores à cambustão
videoscopia e boroscopia e endoscopia em- Motores Elétricos
videoscopia e boroscopia e endoscopia em- Turbinas
videoscopia e boroscopia e endoscopia em- Soldas internas
videoscopia e boroscopia e endoscopia em- Válvulas
videoscopia e boroscopia e endoscopia em- Outros
A técnica de Vídeo Inspeção industrial também conhecida como Boroscopia ou Endoscopia industrial vem para facilitar a inspeção interna de tubulações em equipamentos com dificuldade de acesso e tem como objetivo coletar imagens de alta definição que visa acompanhar as condições físicas dos equipamentos durante sua vida útil.A Endoscopia/ Boroscopia Industrial captura as imagens através da inspeção com videoscopia em tubulações industriais apresentado-as em um monitor com imagens internas em tempo real e que podem ser arquivadas para análise e comparações futuras por se tratar de uma técnica bastante usada para a realização de exame interno de tubos com rapidez na execução, confiabilidade e armazenamento de registro.INSPEÇÃO POR BOROSCOPIA - PROCEDIMENTO EFICAZ QUE GERA ECONOMIA DE TEMPO E RECURSOS FINANCEIROS.
Verifica se a superfície do aço está pronta para receber a tinta:
Temperatura da superfície e ambiente
Umidade relativa
Ponto de orvalho (para evitar condensação)
Presença de óleos e graxas: verificação visual ou teste de solvente
Sais solúveis (cloretos/sulfatos): teste de Bresle
Poeira residual após jateamento: verificação conforme ISO 8502-3
Avaliação visual segundo:
ISO 8501-1 (Sa 2½ / Sa 3) – jateamento abrasivo
St 2 / St 3 – limpeza manual/mecânica
Medido por:
Fita réplica (Testex Tape)
Rugosímetro (profilômetro)
Comparado com o perfil exigido pela tinta
Tipo e número de demãos
Tempo de secagem entre demãos (intervalo de repintura)
Verificada com medidor de espessura úmida (Wet Film Gauge)
Calculada para atingir a espessura seca recomendada
Rolo, pincel, airless, spray convencional etc.
Medida com medidor eletrônico (ex: Elcometer)
Comparada com especificações técnicas do fabricante
Teste de aderência por corte em grade (cross hatch)
Teste de arrancamento (pull-off)
Escorrimentos, bolhas, crateras, falhas de cobertura
Holiday test ou spark test – para revestimentos dielétricos
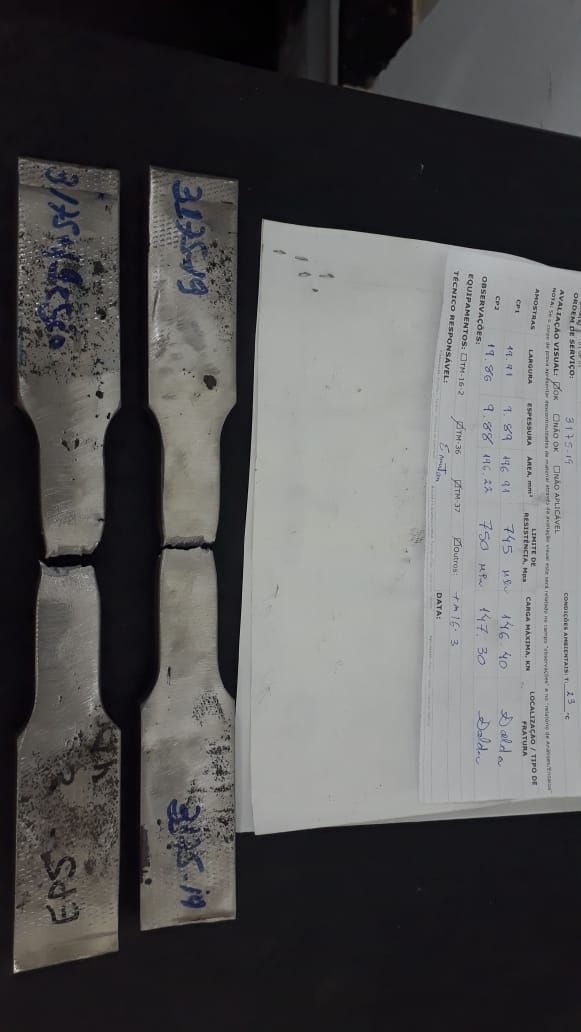
Como o nome sugere, esse tipo de teste compromete permanentemente a integridade da peça avaliada, o que significa que ela não poderá mais ser utilizada após a análise.
Eles ajudam a compreender como um material se comporta sob diferentes tipos de esforços e condições extremas, antecipando possíveis falhas e contribuindo para o desenvolvimento de projetos mais confiáveis.
Abaixo, listamos alguns dos métodos mais utilizados:
Ensaio de Tração
Avalia a resistência do material quando submetido a forças que tendem a alongá-lo. O resultado fornece informações sobre o limite de resistência, alongamento e módulo de elasticidade.
Ensaio de Compressão
Mede a capacidade do material de resistir a forças de esmagamento.
Ensaio de Flexão
Verifica como o material reage quando submetido a forças que causam dobramento, sendo útil para avaliar resistência estrutural de barras e chapas.
Ensaio de Impacto (Charpy e Izod)
Determina a quantidade de energia que um material pode absorver antes de se romper quando sofre um impacto súbito. Essencial para materiais que operam em condições de choque ou temperaturas extremas.
Ensaio de Fadiga
Submete o corpo de prova a ciclos repetidos de carga e descarga para analisar o comportamento do material ao longo do tempo, identificando a vida útil até o surgimento de trincas ou falhas.
Ensaio de Fratura
Explora como uma trinca se propaga em um material sob tensão, ajudando a prever rupturas em estruturas críticas.
Os ensaios destrutivos desempenham um papel vital no controle de qualidade e na engenharia de materiais. A escolha do tipo de ensaio depende do material, da aplicação final e dos requisitos técnicos do projeto.
A inspeção por líquido penetrante (LP) é uma técnica de ensaio não destrutivo (END) voltada para a detecção de descontinuidades abertas à superfície, como trincas, porosidades, vazios, inclusões e outras falhas invisíveis a olho nu.
Utilizada amplamente nas indústrias metalúrgica, automotiva, aeronáutica, naval e de geração de energia, essa técnica se destaca pela simplicidade de aplicação, baixo custo e alta sensibilidade para defeitos superficiais.
O processo consiste na aplicação de um líquido colorido ou fluorescente sobre a superfície limpa do material. Esse líquido penetra em qualquer descontinuidade por ação capilar. Após um tempo de penetração, o excesso é removido, e um revelador é aplicado para trazer à superfície o penetrante que ficou retido nas falhas, formando indicações visíveis.
Pode ser realizado com produtos visíveis sob luz branca (cor vermelha) ou fluorescentes sob luz UV, aumentando a detecção de trincas extremamente finas.
Detecção de trincas em soldas, fundidos e peças usinadas
Inspeção de componentes aeronáuticos e automotivos
Verificação de superfícies após processos térmicos ou mecânicos
Controle de qualidade em linhas de produção
Alta sensibilidade para falhas superficiais invisíveis a olho nu
Aplicação simples e rápida, ideal para campo ou oficina
Não requer equipamentos sofisticados
Pode ser usada em materiais não ferromagnéticos, como alumínio, inox e ligas especiais
Excelente relação custo-benefício para inspeções de rotina
Aplicável somente em defeitos abertos na superfície
Exige limpeza e preparação adequada do material
Não pode ser utilizada em superfícies porosas ou rugosas demais
O LP é uma das formas mais eficazes de identificar defeitos precocemente, antes que eles se tornem problemas estruturais ou causem falhas em serviço. É uma técnica amplamente reconhecida por normas como ASME, ASTM e ISO, e indispensável para garantir a qualidade e a segurança em componentes críticos.
A inspeção por partículas magnéticas é uma técnica de ensaio não destrutivo (END) amplamente utilizada para a detecção de trincas, fissuras, poros e outras descontinuidades superficiais e sub-superficiais em materiais ferromagnéticos, como aço e ferro fundido.
Com aplicação prática e rápida, esse método é ideal para setores que exigem segurança estrutural e confiabilidade operacional, como indústrias automotiva, ferroviária, petroquímica, naval, metalúrgica e de geração de energia.
A peça a ser inspecionada é magnetizada por corrente elétrica ou campo magnético. Em seguida, aplica-se um pó magnético (seco ou suspenso em líquido), que pode ser colorido ou fluorescente.
Caso haja uma descontinuidade no material, como uma trinca, ela interromperá o fluxo do campo magnético, gerando um campo de fuga que atrai as partículas magnéticas, formando uma indicação visível da falha.
Inspeção de componentes soldados ou usinados
Verificação de eixos, engrenagens, trilhos, parafusos e peças fundidas
Detecção de trincas em peças críticas submetidas a esforço mecânico
Controle de qualidade em processos de fabricação e manutenção
Alta sensibilidade para detectar trincas superficiais muito finas
Resultados imediatos e de fácil interpretação visual
Inspeção rápida e de baixo custo operacional
Portátil, ideal para aplicações em campo e em oficina
Pode ser usada com partículas fluorescentes sob luz UV, aumentando a precisão
A inspeção por partículas magnéticas é altamente eficaz na identificação precoce de falhas, contribuindo para aumentar a segurança, reduzir falhas em serviço e evitar custos com paradas não planejadas.
Além disso, o método é reconhecido por normas internacionais como ASME, ASTM e ISO, sendo amplamente aceito em auditorias e processos de controle de qualidade industrial.
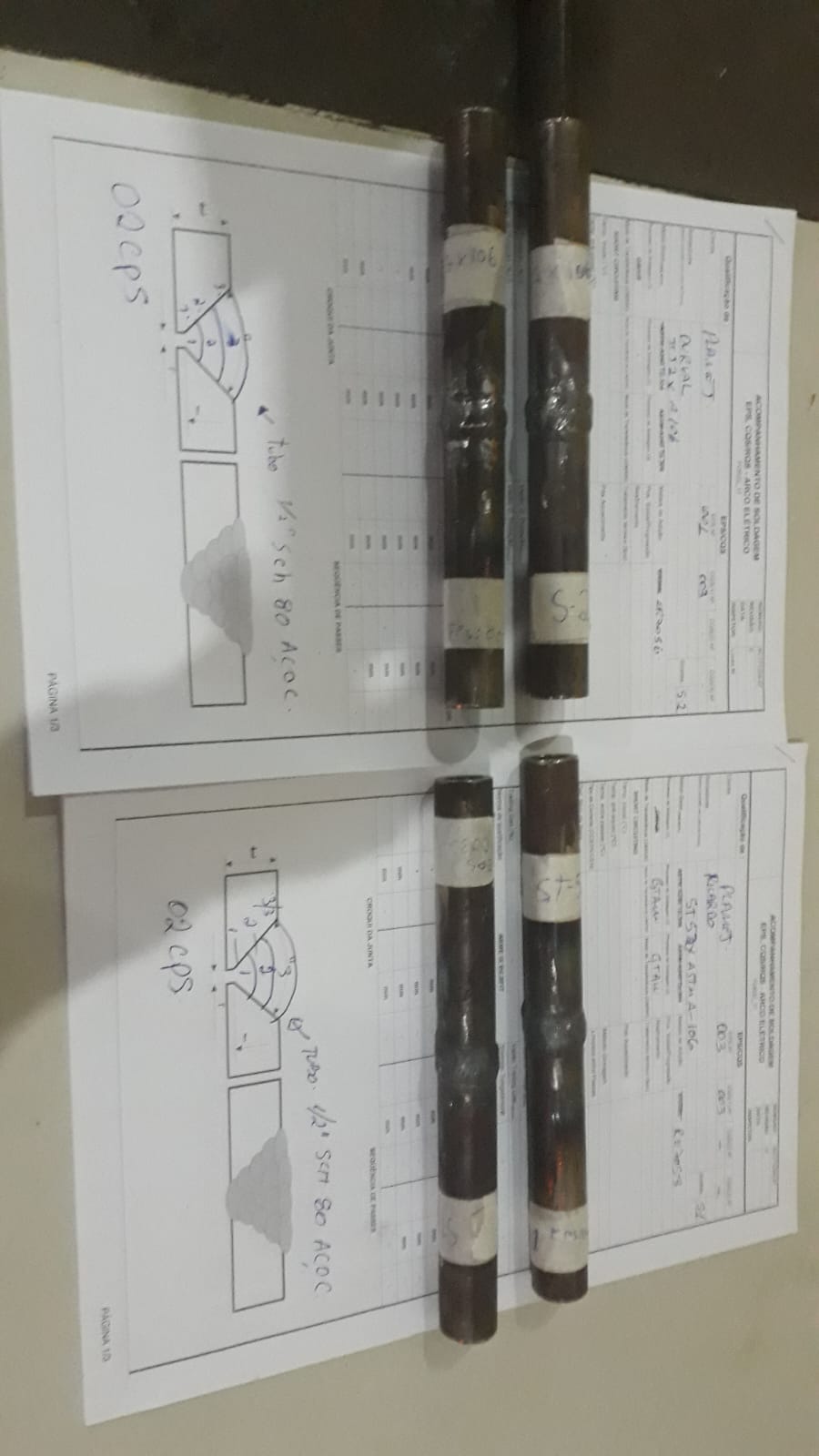
A EPS (Especificação de Procedimento de Soldagem) é um documento técnico que descreve detalhadamente como uma solda deve ser realizada para garantir a qualidade, segurança e conformidade com normas técnicas e requisitos do projeto.
Uma EPS inclui informações como:
Processo de soldagem (ex: SMAW, TIG, MIG/MAG)
Materiais base e materiais de adição
Posição de soldagem (ex: plana, horizontal, vertical)
Tipo de junta e preparação (chanfrado, raiz, etc.)
Parâmetros de soldagem (corrente, voltagem, velocidade, etc.)
Tratamento térmico (pré e pós-soldagem, se necessário)
Tipo de gás de proteção (se aplicável)
Tipo de eletrodo ou arame
Temperatura de interpasse
Instruções especiais (limpeza, sequência de passes, etc.)
Para garantir que uma EPS realmente resulta em soldas de qualidade, ela deve ser qualificada por meio de um teste prático, onde um soldador realiza uma solda seguindo exatamente a EPS. Depois, essa solda é inspecionada por ensaios destrutivos e/ou não destrutivos (como raio-x, ultrassom, tração, dobramento, etc.). O resultado gera um documento chamado RQS (Registro de Qualificação de Soldagem) ou PQR (Procedure Qualification Record).
ASME Seção IX
AWS D1.1
API 1104
ISO 15614
NBR 6118
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}